

In the food industry, maintaining hygiene, efficiency, and precise flow control is essential. Every component used in processing systems must meet strict standards to ensure product safety and quality. Among these components, butterfly valves have become a popular choice due to their simplicity, reliability, and cost-effectiveness. Their versatile design makes them suitable for a wide range of food processing applications. Industry experts like Cardinal Cooling Systems highlight their importance in building efficient and hygienic systems.
Why Butterfly Valves Are Ideal for Food Processing
Butterfly valves are designed with a rotating disc that controls the flow of liquids or gases. Their compact structure and smooth operation make them particularly suitable for food-grade systems.
Key reasons they are widely used include:
- Easy operation with quick opening and closing
- Compact and lightweight design
- Cost-effective for large-scale applications
- Compatibility with hygienic standards
These features make butterfly valves a practical solution for maintaining efficiency while meeting strict industry requirements.
Hygienic Liquid Transfer Systems
One of the most important applications of butterfly valves in the food industry is in liquid transfer systems. These systems handle products such as milk, juices, syrups, and oils.
Butterfly valves help by:
- Providing smooth flow with minimal resistance
- Preventing contamination with proper sealing
- Allowing easy cleaning through CIP (Clean-in-Place) systems
Companies like Cardinal Cooling Systems often integrate butterfly valves into liquid processing lines to ensure safe and efficient operations.
Dairy Processing and Handling
Dairy processing requires high levels of hygiene and precise flow control. Butterfly valves are commonly used in handling milk, cream, and other dairy products.
Key Benefits in Dairy Applications
- Easy cleaning to maintain hygiene standards
- Quick operation for efficient processing
- Resistance to corrosion from cleaning agents
Their design helps maintain product quality while ensuring smooth production processes.
Beverage Production Systems
In beverage manufacturing, maintaining consistent flow and preventing contamination are critical. Butterfly valves are widely used in the production of soft drinks, juices, and bottled water.
How They Support Beverage Production
- Regulating flow during mixing and bottling
- Ensuring quick shut-off to prevent spillage
- Supporting automated systems for large-scale production
Experts at Cardinal Cooling Systems recommend butterfly valves for their reliability in high-volume beverage operations.
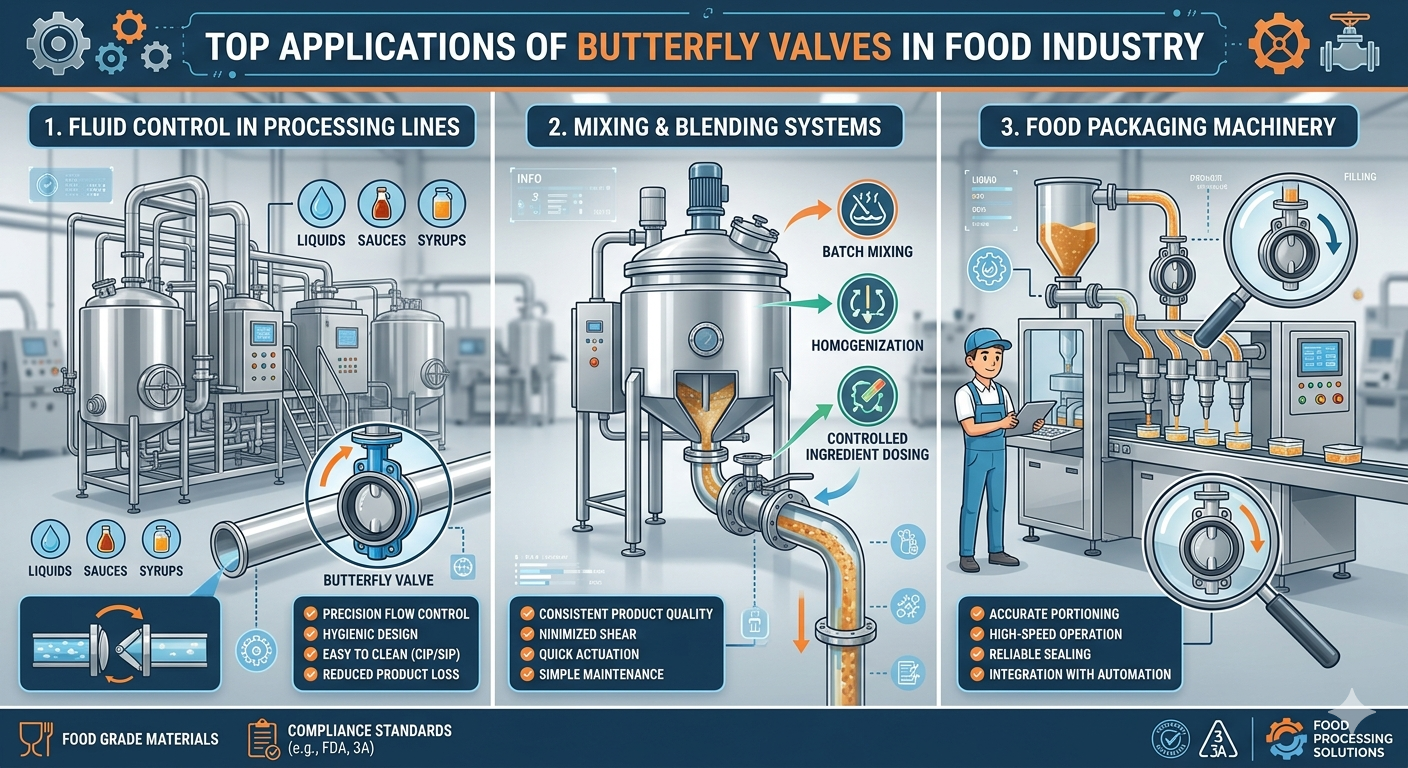
Food Mixing and Blending Processes
Butterfly valves play a crucial role in mixing and blending processes where different ingredients are combined.
Advantages in Mixing Systems
- Precise control of ingredient flow
- Quick response for process adjustments
- Reduced downtime due to easy operation
Their efficiency helps maintain consistency in product quality, which is essential in food production.
Packaging and Filling Operations
During packaging and filling, accurate flow control is necessary to ensure proper portioning and minimize waste.
Key Applications
- Controlling flow into packaging machines
- Preventing leaks during filling operations
- Supporting automated production lines
Butterfly valves help streamline these processes, improving productivity and reducing errors.
Waste Management and Cleaning Systems
Food processing facilities require effective waste management and cleaning systems to maintain hygiene.
Butterfly valves are used in:
- Drainage systems for waste removal
- Water supply for cleaning processes
- CIP systems for equipment sanitation
Their durability and ease of use make them suitable for these demanding applications.
Advantages of Butterfly Valves in Food Industry
Butterfly valves offer several benefits that make them a preferred choice:
- Hygienic Design: Smooth surfaces reduce contamination risk
- Cost Efficiency: Lower cost compared to other valve types
- Ease of Maintenance: Simple design allows quick cleaning and repair
- Space-Saving: Compact structure fits easily into tight systems
- Versatility: Suitable for various food processing applications
These advantages align with the requirements of modern food processing systems.
Factors to Consider When Selecting Butterfly Valves
Choosing the right butterfly valve is essential for optimal performance.
Important Considerations
- Use food-grade materials such as stainless steel
- Ensure compatibility with cleaning processes
- Check pressure and temperature ratings
- Select the appropriate size for your system
- Ensure compliance with food safety standards
Professionals at Cardinal Cooling Systems recommend evaluating these factors to achieve reliable and efficient performance.
Common Mistakes to Avoid
Avoid these common errors when using butterfly valves in food processing:
- Using non-food-grade materials
- Ignoring regular cleaning and maintenance
- Selecting incorrect valve size
- Overlooking industry standards and certifications
Avoiding these mistakes helps maintain system integrity and product safety.
Final Thoughts:
Butterfly valves play a vital role in ensuring efficient, hygienic and reliable operations in the food industry. From liquid transfer to packaging and cleaning systems, their versatility makes them an essential component in modern food processing facilities.
By selecting the right valve and following proper maintenance practices, businesses can improve productivity and maintain high-quality standards. With support from trusted providers like Cardinal Cooling Systems, food manufacturers can build systems that are both efficient and compliant with industry regulations.